INDUSTRY
Tooling & Molding
CHALLENGE
Increase the longevity and performance of an extrusion die while increasing the flexibility to produce dies of various sizes when additively manufactured.
KEY BENEFITS
- Die extrusion rate for end-use product increased by 25%
- Maximum temperature is 20°C lower on the new die due to conformal cooling
- 6x Wear Performance: 12 weeks > 2 weeks (a 10-week improvement)

Conformal Cooling

Increased Productivity

Increased Lifespan
This study explores the use of additive manufacturing, specifically Powder Bed Fusion (PBF), to create extrusion dies with improved performance and cooling capabilities.
History
Extrusion is a popular manufacturing method for parts with a constant profile. A couple examples from the world of plastics are PVC pipe and wiper blades, but metals and composites can be extruded as well. The material feedstock is forced through the profile of the die to transform it into the shape of the final part. In plastics extrusion, it is commonplace to machine the extrusion die out of aluminum. . Due to the design constraints of traditional machining, the extrusion die is often larger and bulkier than necessary, and lacks any sort of advanced cooling channels.
The simple geometry causes poor cooling performance, as the coolant cannot run near the inner profile of the die, making it way less efficient. It is also costly and time consuming to create different programs, jigs, and fixtures for different sized parts. Creating extrusion dies in specialty sizes would be too costly without the flexibility provided by additive manufacturing.
Challenges
Traditional manufacturing of extrusion dies is limited to materials that easy to machine. This material restriction conflicts with attempts to optimize performance of the die, especially when it comes to wear properties and tool life. The challenge is to utilize additive manufacturing (AM) to create a die made from a material that improves its durability and increases how long it lasts in production. The die must also utilize conformal cooling to improve thermal performance. Lastly, the overall cost of manufacturing the die must be decreased to allow for design changes to be implemented across a variety of manufacturing lines and machines.
SOLUTIONS
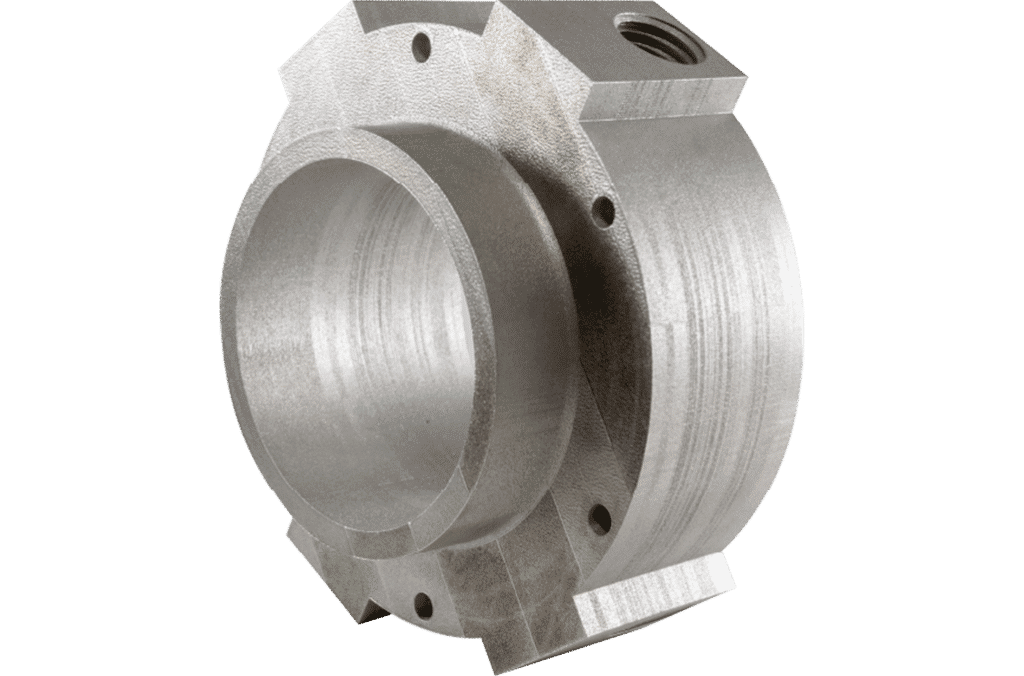
Powder Bed Fusion can print any 2D profile, which allows for a perfect match of any shape that may be extruded. Because PBF does not need any setup tooling, there is much more freedom with different quantities and differently shaped parts, perfect for specialty sizes and new extrusion dies without any additional investment. Extrusion dies can also be made from fewer parts, reducing spare parts burden and simplifying the manufacturing process.
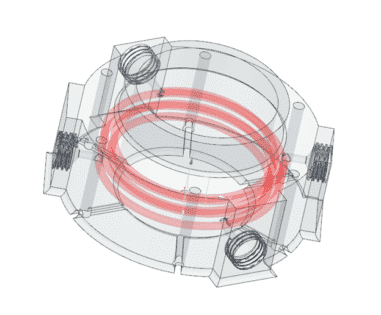
Another added benefit from the geometric capabilities of AM is conformal cooling. Intricate cooling channels, which are impossible to machine, are implemented onto the contour of the part during printing. The optimal design of these channels allows for uniform temperature control leading to improved cooling and performance. Furthermore, the part is printed in Inconel 718, which is a nickel based alloy with high wear and corrosion resistance that can operate in high temperatures.
The Results
The new extrusion die created through AM stayed of 20°C cooler than a die made using traditional manufacturing methods due to the improved conformal cooling design. The lower temperature allowed for the product to be extruded through the die 25% faster, meaning a huge productivity boost without sacrificing any quality. Thermally, there is room to increase the extrusion speed, but other equipment on the line is now the bottleneck instead of the die itself. The new die also lasted six times longer than the previous one at 12 weeks rather than 2 weeks, even while operating at the increased speed.
Powder Bed Fusion has proven to be a valuable tool, poised to support the extrusion industry for a large number of potential applications.