Improving Injection Mold Hotspots For Optimal Cooling Capabilities With Additive Manufacturing
INDUSTRY
Tooling & Molding
CHALLENGE
Improving injection mold hotspots for optimal cooling capabilities with additive manufacturing.

INCREASED PRODUCTIVITY

REDUCED MANUFACTURING TIME

CONFORMAL COOLING
History
As a leading German pattern and mold maker, Siebenwurst offers their customers more than just a good mold. They combine tradition with high-tech and offer intelligent and innovative complete solutions.
For more than a century, Siebenwurst has stood for the highest quality in model and mold making and supplies perfect tools from the design model to series production. Modern methods and manufacturing technologies guarantee the fastest possible tool production. The first AM tooling applications have been developed and evaluated with AddUp in the last two years.
Challenge
The conventional design of cooling systems reaches its limits with critical molded parts due to the complexity of the geometry. Therefore, it is difficult with conventional internal cooling to cool all contour sections sufficiently and uniformly. This can lead to an inhomogeneous temperature distribution in the application and hot spots can develop in the part.
Hot spots are a critical factor in determining both cycle time and quality in production, and must be avoided for good results. If molds are insufficiently tempered and the same quality is desired, the cycle time increases and the mold inevitably becomes less productive.
Solution
Powder Bed Fusion allows for new design freedoms that conventional machining could never touch. Molds can be built with parallel cooling circuits that follow the contours of the mold surface, no matter the shape of the final part. This new style of cooling circuits is known as Conformal Cooling.
Conformal cooling design makes it possible to reduce the cross-sections of the channels. This is possible because several channels can run in parallel from the inlet to the outlet , thus mapping the mold surface homogeneously. The channels can easily be designed to fit perfectly into the complex zones of the mold. The durability and manufacturability of the molds should be comparable to the conventional method, if not better.
While the additive production of the tool itself will sometimes be more expensive than if manufactured via other methods, that additional cost will be recouped in final part production due to the increased tool productivity and longevity.
Process
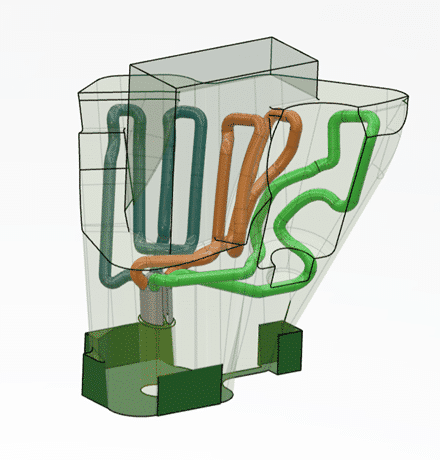
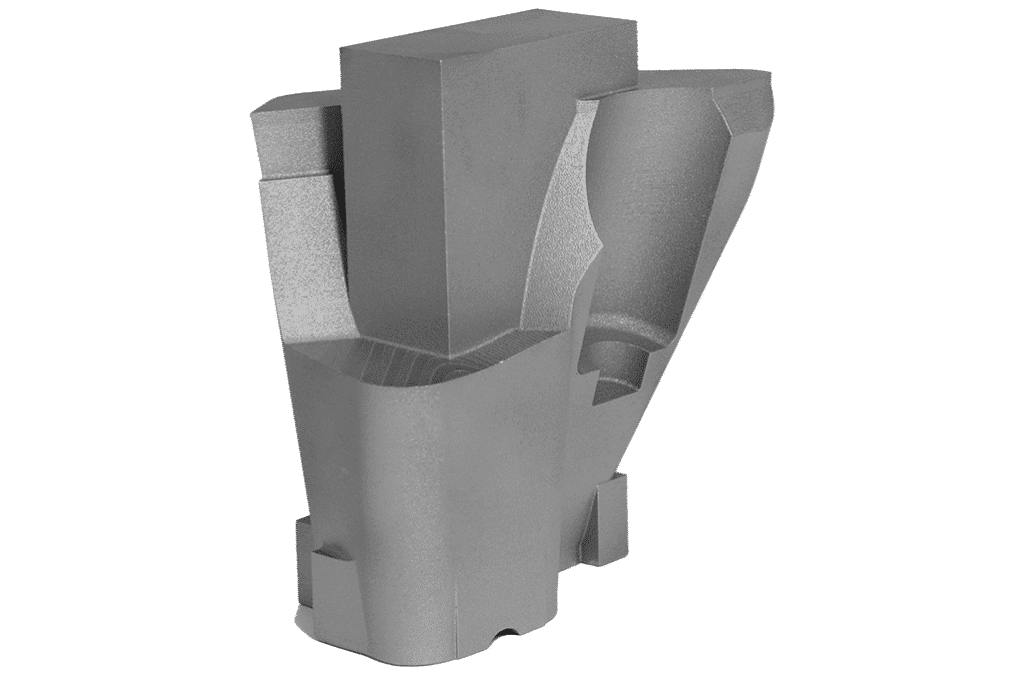
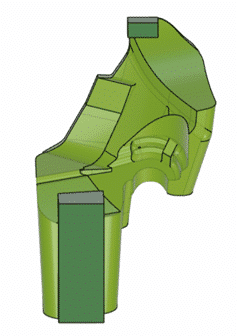
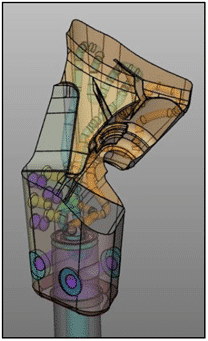
In order to extract the maximum benefits 3D Printing can provide, the Slide Valve had to be redesigned, and the CAD file must be modified. The new design incorporates a system of balanced cooling circuits with individual channels laid out in parallel. This approach allows coolant to flow closer to any features that need to be cooled, no matter their shape. Cooling rates will be faster, but also more homogenous throughout the entire part because the channels are a consistent distance from those features. In other words, no more hot spots.
The Additive Manufacturing workflow also requires some adjustments to the CAD model. Any references and clamping surfaces to be used in downstream machining processes need to be incorporated into the model. Those features may need to be adjusted when the part design changes.
Production
The slide head inserts are printed with the following machine configuration:
- FormUp 350 with 4 lasers
- Tool steel 1.2709/Maragins 18Ni300 (46-50HRC)
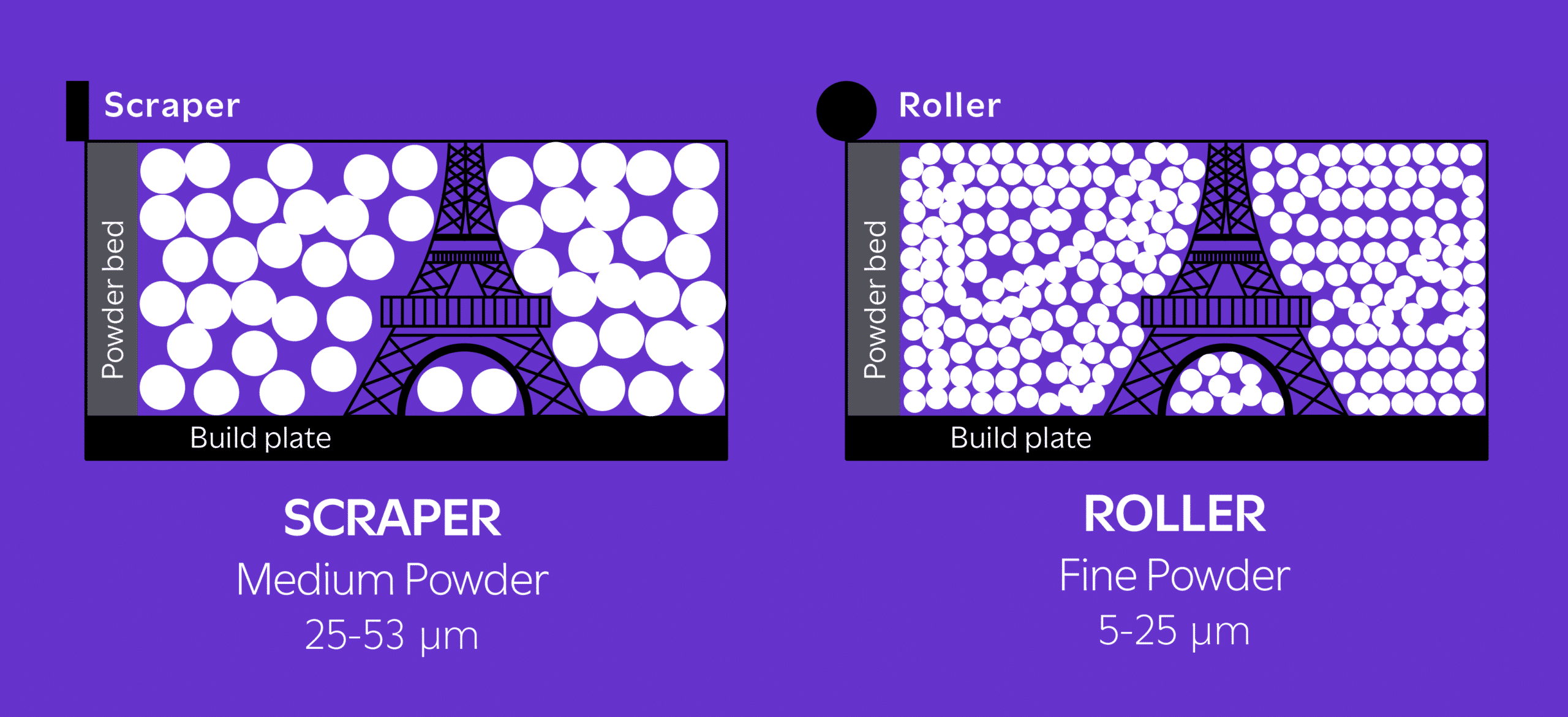
- Fine Powder (5-25µm)
- Roller Recoating technology
Different slider shapes are needed for one tool, all 8 of which fit on one FormUp build platform (350x350mm) with room to spare for testing specimens. Thus, thanks to the large build plate and 4 lasers, all inserts can be printed in one production job. Completing all necessary parts on one build creates huge savings in both time and costs associated with starting up the printer.
The roller recoating technology enables the use of fine powder, which will clump when paired with a more commonly seen blade or scraper recoater. The use of a roller is unique to AddUp.
Roller recoating brings the advantage of achieving the best surface and contour qualities through higher compaction and uniform distribution of the individual powder layers. For this application, Siebenwurst was able to cut back significantly on their surface finishing processes, leading to 42% cost savings in that area.
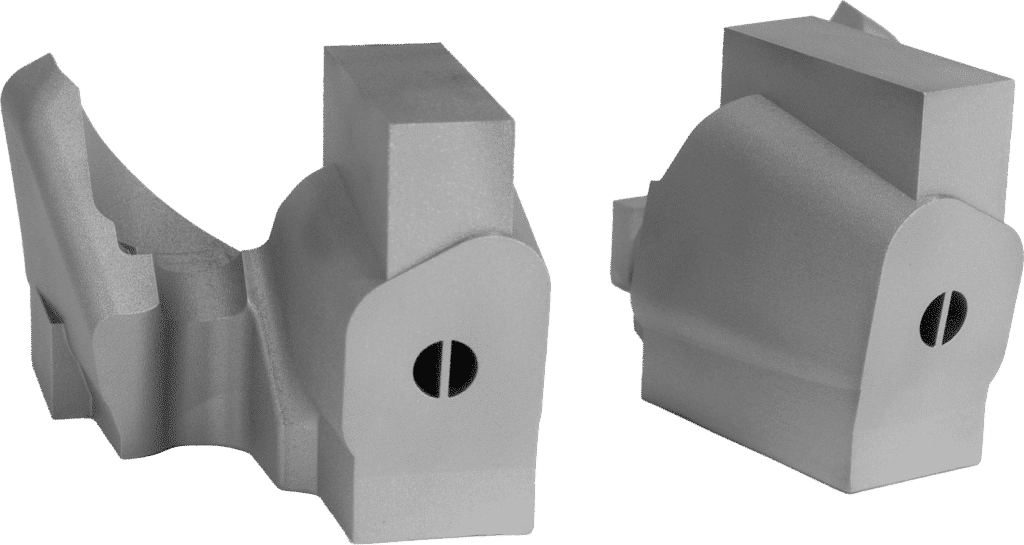
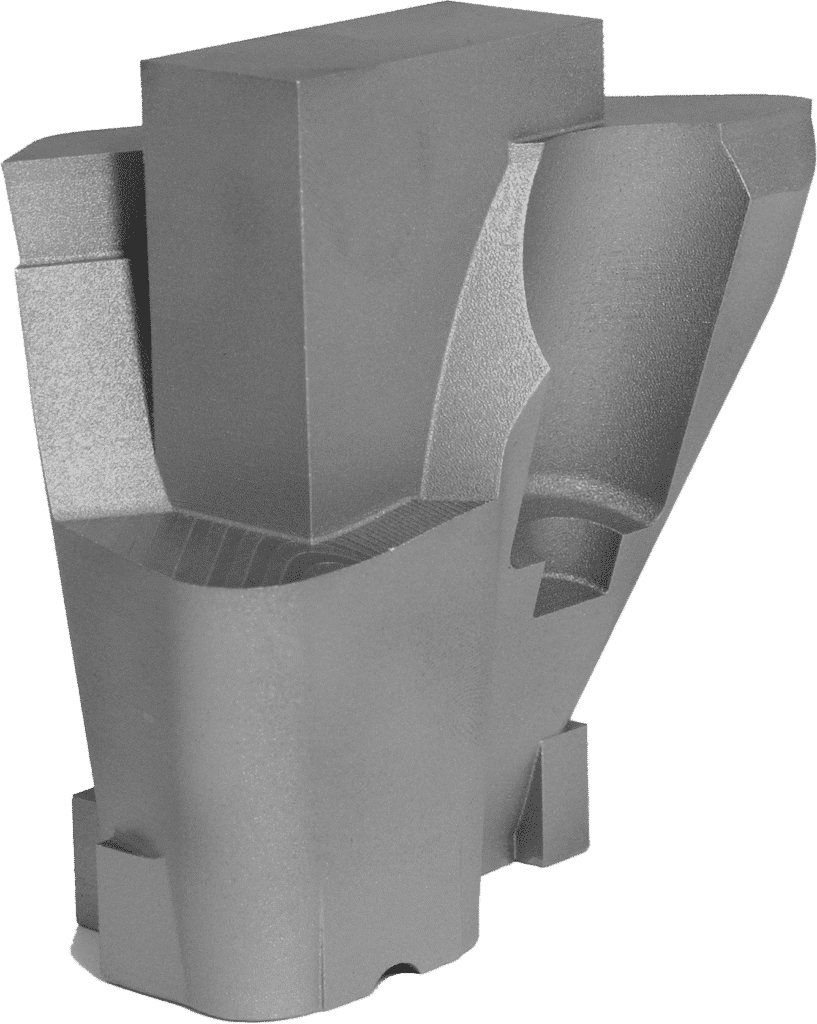
For this part, the contour quality is another emphasis, with the goal of keeping the post-processing to a minimum with as little geometric deviation as possible.
The bounding box of the part is 100x65x50 mm3 and the maximum deviation from the contour definition is 0.12mm. Siebenwurst carried out the complete reworking of the gate valves and the sampling of the plastic parts. The previous dimensioning and finish machining worked perfectly and the sampling could be carried out in the original tool without any problems.
The following pictures show the generated surface and precision of the printed contour.

Results
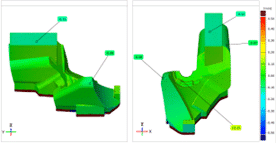
Early trials show the maximum temperature recorded at the insert dropping by 16°C, a clear mark of improvement and a sign that the hot spot was eliminated in the new design. The printed part held to the expected geometric tolerance and allowed for a significant reduction in surface finishing expenses. As the study continues, cycle time and tool longevity will be studied as well.
The success of this project inspired further cooperation between AddUp and Siebenwurst in the near future, and has opened the doors for Siebenwurst to pursue more AM applications.

Reduction of the slide valve temperature from 62°C to 46°C
Elimination of temperature hotspot in slide gate area
Surface finishing cost reduction of 42%
