Think Smart MANUFACTURE DIFFERENT
AddUp fait entrer la fabrication additive métallique dans l’ère industrielle. Nous maîtrisons cette technologie, nous savons la qualifier, la déployer à grande échelle et en faire une solution fiable et répétable pour votre entreprise.
Contactez un expert AddUpMachines de fabrication additive métallique pour tous les besoins
Résultat de plus de 20 ans d’expérience dans la Fabrication Additive métallique, nos machines ont été conçues pour fabriquer des pièces de grande précision tout en optimisant la productivité. Fiables, répétables et industrielles, les machines AddUp sont pensées pour la production en série. Totalement intégrées dans un environnement digital, elles vous permettent de résoudre de façon innovante vos défis les plus complexes.
Machines de fusion sur lit de poudre (PBF)
Notre gamme de machines de fusion sur lit de poudre FormUp est modulaire et évolutive, afin d’imprimer des pièces de haute qualité avec une grande productivité, tout en respectant les normes de sécurité les plus strictes.




Machines de fusion sur lit de poudre (PBF)
Notre gamme de machines de fusion sur lit de poudre FormUp est modulaire et évolutive, afin d’imprimer des pièces de haute qualité avec une grande productivité, tout en respectant les normes de sécurité les plus strictes.
Machines de dépôt sous énergie dirigée (DED)
Les machines DED AddUp Modulo 400 et Magic 800 sont conçues pour la production industrielle et sont équipées de buses conçues et développées en interne pour optimiser la précision et la productivité.



Machines de dépôt sous énergie dirigée (DED)
Les machines DED AddUp Modulo 400 et Magic 800 sont conçues pour la production industrielle et sont équipées de buses conçues et développées en interne pour optimiser la précision et la productivité.
Logiciels dédiés à la fabrication additive
Notre suite de solutions logicielles est pensée pour l’assurance qualité et la traçabilité, afin de réduire le nombre d’inspections. Elle vous apporte une confiance accrue dans la qualité des pièces produites.
Logiciels dédiés à la fabrication additive
Notre suite de solutions logicielles est pensée pour l’assurance qualité et la traçabilité, afin de réduire le nombre d’inspections. Elle vous apporte une confiance accrue dans la qualité des pièces produites.
Nous créons des machines intelligentes
Nées des expertises industrielles de nos partenaires fondateurs, Michelin et Fives, nos machines sont équipées de technologies conçues pour l’avenir et constituent des solutions innovantes adaptées aux défis de nos clients.
Fiers de notre héritage
AddUp bénéficie de l’expertise de Michelin dans la fabrication de pièces industrielles et de l’expérience de Fives dans la conception de machines industrielles. Nous comprenons le monde de la fabrication parce que nous en sommes issus.
Des résultats probants
Les productions réalisées sur nos machines sont maîtrisées et répétables. Chaque jour, des pièces produites grâce aux solutions AddUp sont utilisées dans des satellites, avions, trains, automobiles et même dans des corps humain.
Le meilleur état de surface
Grâce à la technologie d’étalement de poudre par rouleau, vous créez des pièces plus complexes avec de meilleurs états de surface et moins de supports. Les étapes de finition s’en trouvent simplifiées.
Ouverture totale des paramètres
Certains concurrents gardent secret le fonctionnement de leurs machines. Pas nous. Exploitez tout le potentiel de notre plateforme ouverte et ajustez les paramètres selon vos besoins.
Manipulation plus sûre des poudres
Notre Module Poudre Autonome se charge de la gestion complète de la poudre afin de limiter l’exposition des opérateurs aux éléments chimiques dangereux ou réactifs.
Logiciel orientés assurance qualité
Notre suite complète de logiciels pour fabrication additive offre une traçabilité totale permettant une plus grande confiance dans la qualité des pièces produites.
Impression 3D métal intelligente
Zoom sur l’industrieNous nous concentrons sur ce qui importe réellement à nos clients industriels : générer de la valeur, rentabiliser son investissement et maximiser l’efficacité globale de l’équipement. Nos machines sont conçues pour offrir, dans un environnement de fabrication en série, une productivité et un débit de fusion maximums. Nos systèmes fiables et répétables, associés à des solutions de surveillance en cours de fabrication, offrent une confiance élevée dans la qualité des pièces produites.
Zoom sur l’industrieMédical
Le système PBF à 4 lasers d’AddUp réduit les temps de production jusqu’à 75 % par rapport aux modèles équipés d’un seul laser. Il offre un débit maximal permettant de répondre aux exigences du marché des équipements médicaux. Grâce à notre technologie de mise en couche par rouleau, il est possible d’obtenir une finition de surface lisse avec des éléments complexes dès la sortie d’impression. Ceci, associé à la capacité de produire des pièces avec peu ou pas de structures de support, réduit le besoin de post-traitement et donc les coûts globaux.
Outillage, moulage et industrie
Nos imprimantes 3D métallique font passer les moules et inserts au niveau supérieur. La gamme de machines FormUp, grâce à sa technologie de mise en couche par rouleau, permet d’utiliser des poudres fines afin de maximiser les performances du conformal cooling, réduisant ainsi le temps de cycle et améliorant la qualité des pièces. Nos machines DED peuvent être utilisées pour des applications de réparation d’outillage en ajoutant de la matière à une pièce usée afin d’en prolonger sa durée de vie.
Aérospatiale et défense
En tant qu’expert de deux technologies additives complémentaires, AddUp permet d’optimiser les applications aérospatiales en utilisant à la fois la technologie PBF et la technologie DED. Notre gamme de machines PBF FormUp est idéale pour la production d’échangeurs de chaleur à parois fines, tandis que notre gamme de machines DED BeAM est parfaite pour la création d’éléments de propulsion de grande taille tels que les tuyères.
Autres industries
La fabrication additive permet aux fabricants de toutes les industries de produire des pièces innovantes qu’ils ne pourraient pas fabriquer de manière traditionnelle. AddUp possède une expertise dans une variété d’autres secteurs, notamment l’automobile, le sport automobile, l’énergie et le luxe.




Applications de la Fabrication Additive métallique
Nombreux sont les cas d’applications de la fabrication additive métallique, et ce dans différents secteurs d’activité. Découvrez comment les clients d’AddUp ont réussi à transformer leurs activités grâce à nos technologies PBF et DED.
Aerospace
Antenne Cassegrain
Antenne prête pour le vol dans un lit de poudre Fusion Thales Alenia Space est un constructeur aérospatial français qui joue un rôle important dans l’exploration spatiale depuis plus de […]

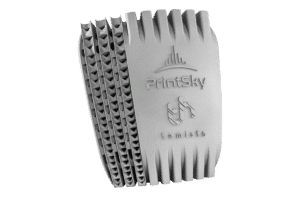
Michelin lamelles de pneus
Lorsque Michelin a constaté que les machines de fabrication additive métallique sur le marché ne répondaient pas à leurs exigences en terme de qualité pour la production de lamelles de pneus, ils se sont associés à Fives pour créer une machine qui réponde à ces besoins. Découvrez l’histoire des lamelles de pneus, les défis que devait relever Michelin et les solutions qui ont été apportées avec l’impression 3D métallique.
Tuyère imprimé en 3D
AddUp optimise le design d’une tuyère de fusée pour améliorer les performances d’un micro-lanceur.
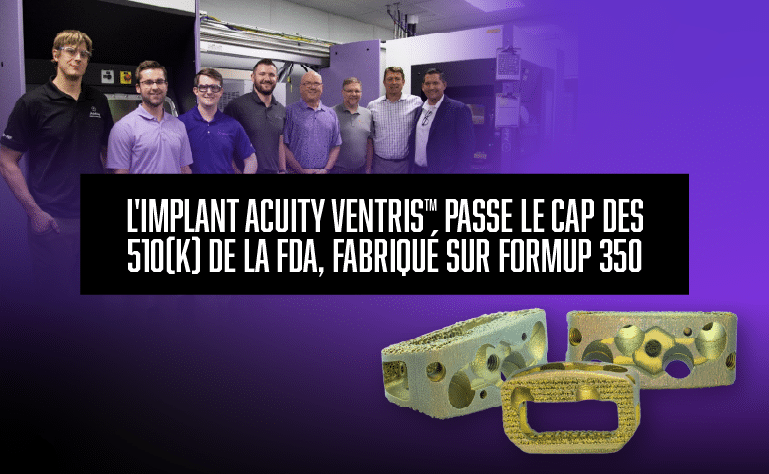
Implants pour la colonne vertébrale
Cette étude de cas se concentre sur les implants rachidiens et les défis auxquels ils sont confrontés dans leur processus de fabrication aujourd’hui. La fabrication additive (AM) offre des avantages tels que la conception en treillis et la rugosité de la surface, ce qui permet d’améliorer les résultats pour les patients.
Aérospatiale
Étude de cas Isogrid
Cette étude de cas présente le développement d’un échangeur de chaleur optimisé pour la machine Form Up® 350. L’objectif était d’améliorer la dissipation de la chaleur et d’adapter les dimensions pour faciliter l’installation.

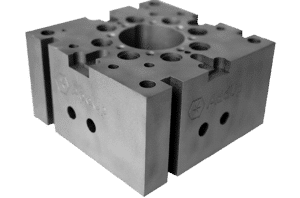
Outillage et moulage
Étude de cas Gira
Combiner la fabrication traditionnelle et la fabrication additive Ajout de caractéristiques grâce au dépôt d’énergie dirigée
Automobile
TÊTE DE PISTON MULTI-MÉTAUX ET MULTI-TECHNOLOGIES
Cette étude de cas présente le développement d’une tête de piston multi-métaux et multi-technologies. L’objectif était d’améliorer la résistance à l’usure et les performances, ainsi que les canaux de refroidissement internes.
Échangeur de chaleur FormUp
Optimiser le flux d’évacuation des fumées de fusion. Le projet de réalisation d’un échangeur thermique pour la machine FormUp® 350 est né de la volonté de profiter du savoir-faire développé par PrintSky, une société commune créée par AddUp, fabricant de machines d’impression 3D métallique, et Sogéclair, fournisseur de solutions innovantes pour une mobilité plus sobre et plus sûre. Il s’agissait d’évaluer l’intérêt d’une solution optimisée en fabrication additive en la comparant avec le système actuel, produit par des méthodes conventionnelles.
Nous vous accompagnons tout au long de votre parcours
En choisissant AddUp, vous optez pour un partenaire qui vous accompagnera à chaque étape de votre parcours. Que vous en soyez aux premières phases d’évaluation avec identification des avantages et capacités, ou que ayez atteint une maturité technologique élevée pour une application répétable et à grande échelle, AddUp possède l’expertise et les équipes pour vous guider.
Découvrez notre offre de serviceDélai d’expédition pour les pièces en stock
Temps de réponse moyen à nos clients
Temps moyen d’intervention d’un technicien *peut varier en fonction de la localisation

Nos équipes vous aide à comprendre le potentiel de la fabrication additive et la manière dont elle peut être appliquée à leur entreprise.

Une fois les applications cibles identifiées, nous travaillons en étroite collaboration avec nos clients pour développer et affiner l’application et leur business model.

Au cours de cette étape, nous vous aidons à qualifier le processus de fabrication additive pour qu’il réponde aux normes et réglementations spécifiques de votre industrie.

AddUp a l’expérience de la construction d’ateliers entièrement automatisés. Nous travaillons avec nos clients pour optimiser leurs lignes de production et sommes prêts à vous accompagner.
« AddUp a démontré un ensemble de capacités qui nous permettent de relever les défis uniques en matière de conception et d’application auxquels est confrontée notre base croissante de clients dans les domaines de l’aérospatiale, de l’espace et de la défense ».
Greg Morris
« AddUp a permis à nos conceptions complexes de devenir une réalité en utilisant la Fabrication Additive métal, un processus de pointe. Cela va changer la façon dont nous créons et personnalisons une moto. Notre créativité est désormais illimitée, ce qui était impossible avec les procédés traditionnels de fabrication métallique. »
Simon Dabadie
« L’équipe d’AddUp a prouvé qu’elle respectait les valeurs qu’elle avait proclamées : offrir une expérience bénéfique, être un partenaire de confiance et encourager l’innovation. Au fil des projets, j’ai été impressionné par le niveau d’attention et de service dont ils font preuve. Chaque interaction est empreinte d’éducation, de professionnalisme et d’attention. »
Shannon VanDeren
« La FormUp350 est l’une des seules machines sur le marché à pouvoir exploiter à les poudres LPBF standards et celles beaucoup plus fines. Cela nous donne la flexibilité nécessaire pour répondre à certaines applications difficiles que nous pourrions rencontrer à l’avenir ».
Rachel Levine
« La FA connaît une croissance exponentielle et les plus grands défis en matière d’adoption sont la qualification et la certification. NSL se concentre sur le partenariat avec des entreprises passionnées par l’innovation dans le domaine de l’impression 3D métallique. Au cours des trois dernières années où j’ai travaillé avec AddUp, l’entreprise a démontré son engagement à industrialiser la technologie additive. L’évolution de la FormUp 350 a permis des avancées significatives dans son système à 4 lasers plein champ et dans sa suite de contrôle qui aide à accélérer le processus de qualification. De telles avancées prouvent qu’AddUp est un acteur majeur dans l’industrie croissante de la FA ».
Ed Herderick
« Avec AddUp comme partenaire, nous essayons de pousser la technologie d’impression 3D métal à ses limites en termes de taille des pièces et de santé des matériaux associés. La qualité des systèmes d’impression d’AddUp ainsi que l’expertise et la motivation des équipes nous ont permis d’avancer de manière ouverte et efficace. »
Francois Billig
« Nous avons choisi AddUp comme partenaire pour notre récent projet en raison de la haute qualité de ses produits et de sa technologie innovante. L’engagement d’AddUp dans la recherche et le développement conduit à des solutions de pointe, comme le système Modulo 400, qui offre une grande polyvalence et des résultats de haute qualité. Cela correspond parfaitement à la vision du Centre d’application pour la fabrication additive des Instituts de recherche de Suède AB, où nous visons à mener des recherches appliquées et à collaborer à l’élaboration de nouveaux matériaux et de nouvelles solutions pour le marché ».
Seyed Hosseini
« En tant qu’utilisateur précoce des machines AddUp, j’apprécie vraiment les capacités et l’esprit d’équipe proactif qui permettent de livrer des pièces en série. »
Aurelien Fussel
« Le seul fabricant français de machines de fusion laser sur lit de poudre (LPB-F) offrant une expertise rare à la fois sur le procédé et ses applications avec une machine capable de produire en toute sécurité des pièces de haute qualité de manière répétable et fiable. »
Jean-Christophe Augé
Entrer dans l’ère intelligente de la fabrication métallique
Les imprimantes 3D métalliques d’aujourd’hui fabriquent des pièces qui ne peuvent pas être produites par les méthodes de fabrication traditionnelles. La Fabrication Additive métal est la voie de l’avenir, et AddUp en est le chef de file.

En savoir plus sur la fabrication additive industrielle







Brochure
Magic 800 Technical Specifications
The Magic 800 Directed Energy Deposition (DED) machine is suitable for medium to large metal part production and repair without the need for support structures.
Brochure
Additive Intelligence Software Suite – Brochure
At any step of your industrial project, AddUp has the expertise to support your journey in metal 3D printing. Additive Intelligence Software is at the heart of all additive manufacturing […]

Brochure
AddUp Additive Manufacturing Solutions – Catalogue de produits [Brochure]
A chaque étape de votre projet industriel, AddUp dispose de l’expertise nécessaire pour vous accompagner dans votre démarche d’impression 3D métal. Pour savoir comment, lisez cette brochure, en un coup d’œil.

Brochure
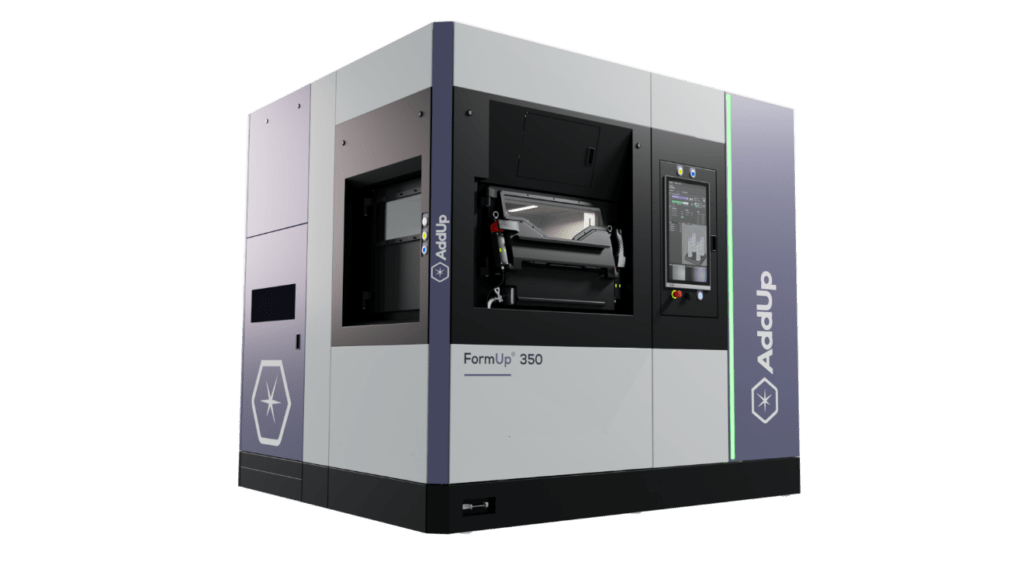
Spécifications techniques FormUp® 350 [Brochure]
Modulaire et évolutive, la FormUp® 350 est une machine PBF (Powder bed fusion) qui offre un haut niveau de productivité et permet la fabrication de pièces de haute qualité tout en garantissant la sécurité des utilisateurs. Découvrez-la ici.
01/07/2025 – 03/07/2025
Télécom Physique Strasbourg (TPS)
Illkirch-Graffenstaden,
France
Forum France Additive
Rejoignez-nous au Forum FRANCE ADDITIVE, Télécom Physique Strasbourg (TPS) à Illkirch-Graffenstaden. Le Forum France Additive rassemble l’industrie, la recherche et les pouvoirs publics afin de façonner l’avenir de la fabrication […]
Illkirch-Graffenstaden