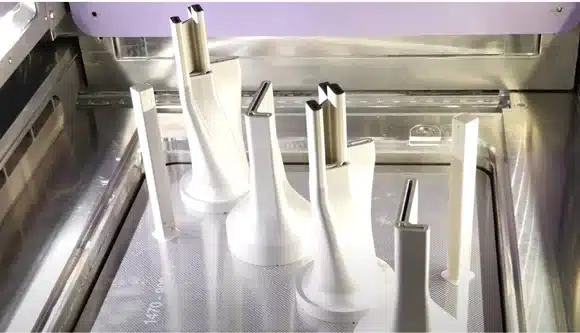
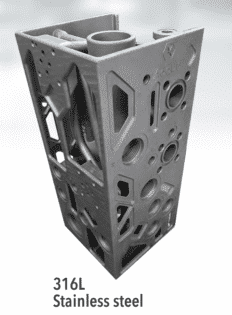
Les blocs hydrauliques sont présents dans la plupart des machines et appareils, dans une variété d’industries. Dans le cas de ce bloc hydraulique, l’ensemble de la pièce est imprimé en 3D en une seule opération.
Les blocs hydrauliques sont présents dans la plupart des machines et appareils, dans une variété d’industries. Dans le cas de ce bloc hydraulique, l’ensemble de la pièce est réalisé en une seule opération. Lisez l’étude de cas sur les avantages de la fabrication additive dans l’impression 3D.
OBJECTIF
Imprimer en 3D un bloc hydraulique optimisé, en une seule fois
RÉSULTATS
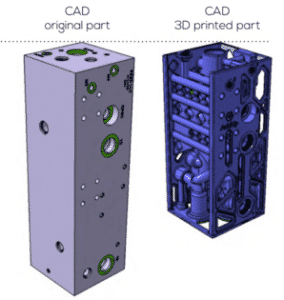
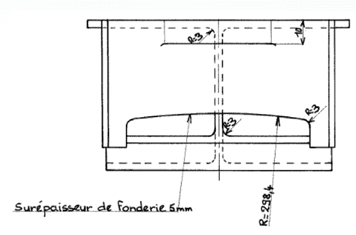
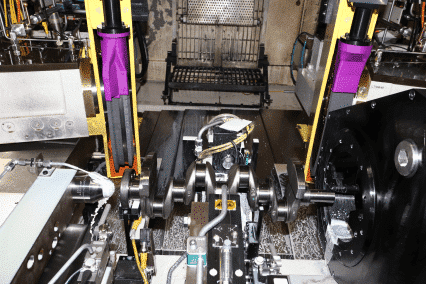
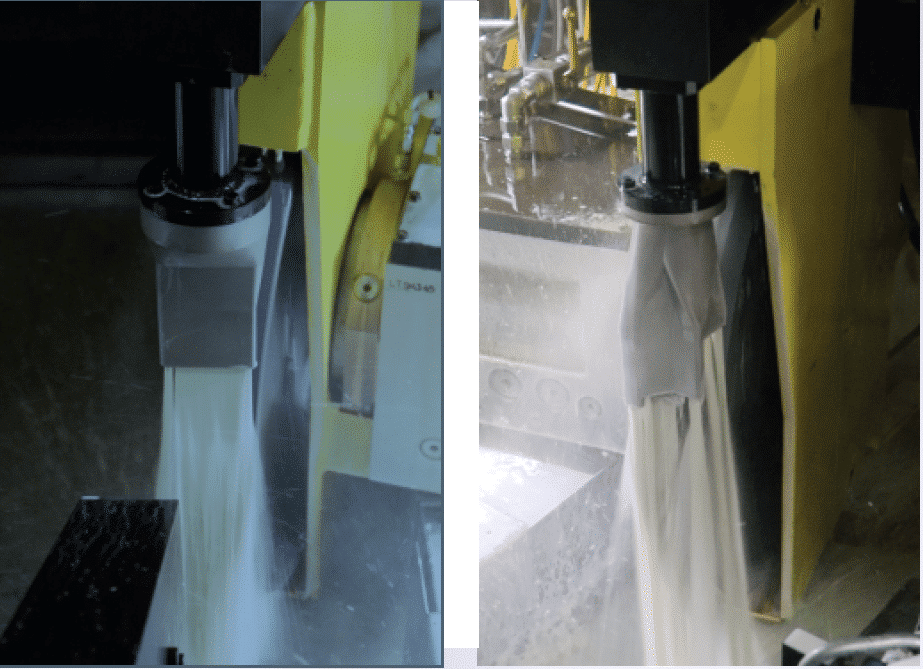
Dans le cas suivant, la masse a été diminuée de 82%, la longueur du bloc est passée de 495 mm à 348 mm tout en gardant les surfaces fonctionnelles identiques. La forme parallélépipédique permet des reprises d’usinage pour les alésages nécessitant une grande précision.
KEY BENEFITS
- Réduction de la masse de 82 %
- Gain de 30 % sur l’encombrement de la pièce
- Création de canaux internes
Contexte
Les blocs hydrauliques sont présents dans la plupart des engins et des machines, quel que soit le secteur (transport terrestre ou naval, aéronautique, spatial, énergie…). Ces pièces ont pour rôle de distribuer des fluides, souvent sous haute pression, et leur masse est un critère important pour toutes les applications embarquées.
Leur volume dépend de leur moyen de fabrication. Le plus souvent, ils sont réalisés par usinage à partir de blocs de métal brut. Les canalisations sont percées, puis bouchées là où cela est nécessaire pour assurer la fonction de transfert de fluide. Les changements de direction se font donc à 90°, ce qui génère des pertes de charge, et les bouchons sont autant de risques de fuites.
Les advantages de la fabrication additive
La fabrication additive métallique permet de réaliser des canalisations sans raccordement ni bouchage, donc sans risque de fuite ni de perte de charge. Les structures qui maintiennent les canalisations entre elles sont limitées au maximum pour réduire la masse.
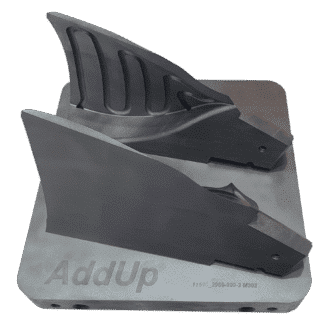
Dans le cas de ce bloc hydraulique, toute la pièce est obtenue en une seule opération, avec ses marquages et ses filetages. L’idée est d’obtenir une pièce produite rapidement, moins volumineuse, moins lourde et utilisable médiatement.